| FurseWELD | |
|
|
FurseWELD - How it works |
|
Making a FurseWELD joint is a simple procedure as illustrated below: | |
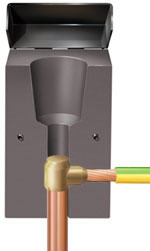
Locate the conductors to be joined in the weld cavity and close the mould. | 
|
Locate the steel retaining disc in the base of the crucible. Pour in the weld powder followed by the starting powder. | 
|
The molten copper alloy melts the retaining disc and flows into the weld cavity where it partially melts the conductors. |
|
The molten copper alloy cools to leave a fusion weld. | 
|
| Moulds The FurseWELD system of exothermic welding uses moulds to contain the exothermic reaction that creates safe and robust connections. Different types of moulds are available, whose use depends on the requirements of the project. Graphite Moulds Market leading FurseWELD graphite moulds are extremely robust and capable of producing over 75 connections each. Mini-Moulds FurseWELD mini-moulds are a cost effective alternative to full-sized moulds, especially where lower numbers of connections are required. They are smaller overall, less robust and therefore lower priced. Care is required in order to achieve similar service lives to full-sized moulds. SureSHOT The FurseWELD SureSHOT system is a single-use ceramic mould supplied complete with retaining disc and powders. It has been designed for use in applications where only a few connections are required. | |